我们诚意满满地为您制作了这部【《抚州》【本地】高强钢板_复合耐磨钢板厂家品控严格】产品视频,旨在全方位、多角度地展现产品的各项功能和特点。通过观看这部视频,您将更直观地了解产品的设计理念、材质选择以及独特优势。
以下是:【《抚州》【本地】高强钢板_复合耐磨钢板厂家品控严格】的图文介绍

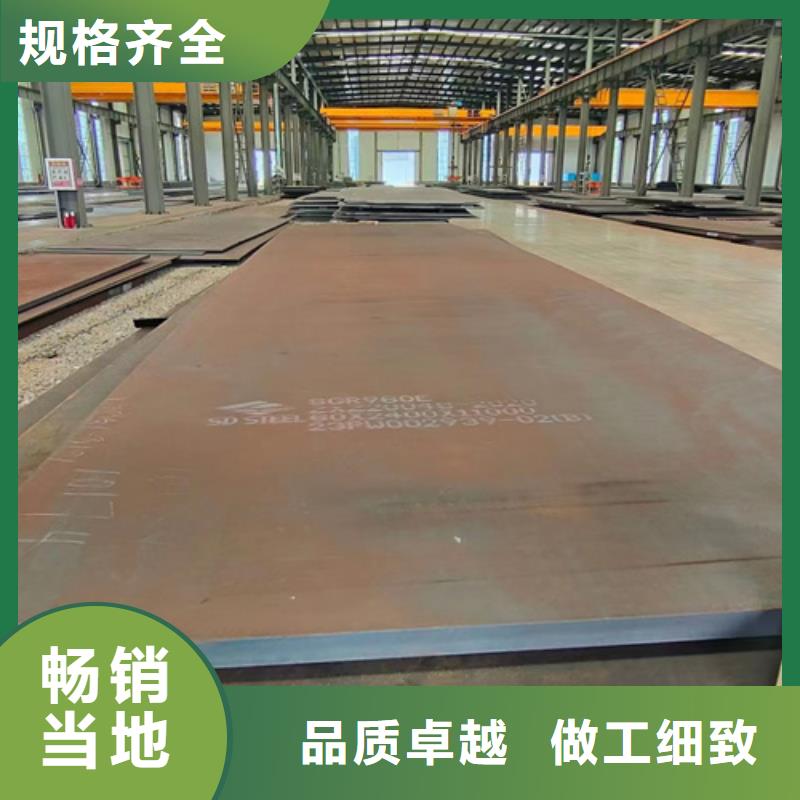
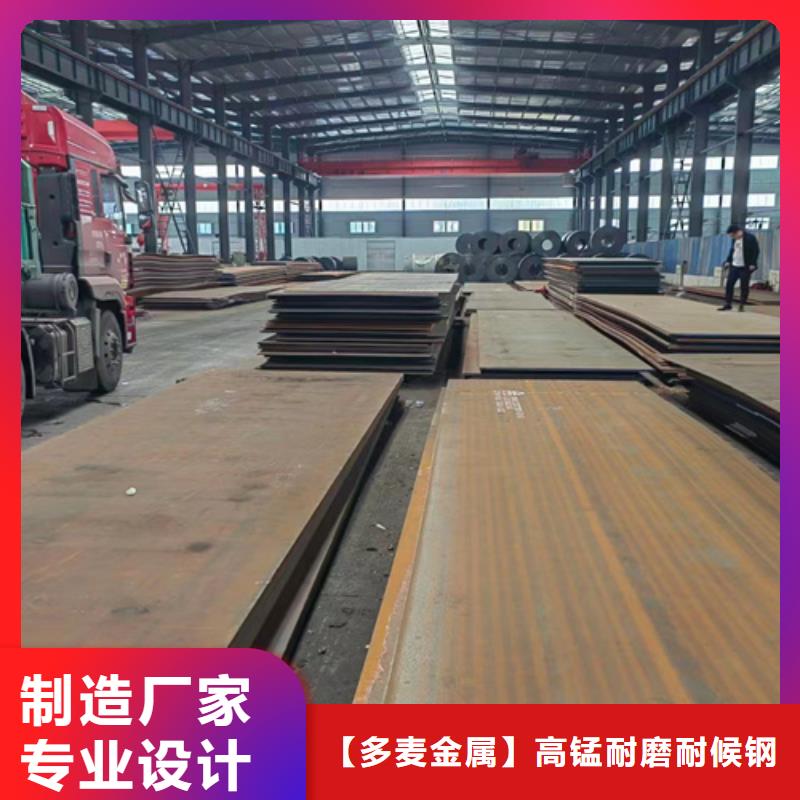
【多麦金属】高锰耐磨耐候钢板生产厂家
专业生产抚州Q460C钢板
抚州Q460C钢板的图文介绍
经济实惠价格地道

【多麦金属】高锰耐磨耐候钢板生产厂家位于经济技术开发区创业大厦B塔310,地理位置优越,交通便利,公司生产的【抚州Q460C钢板、】价格优惠,在同行业中拥有良好的信誉,公司经营的所有【抚州Q460C钢板、】全部符合国家标准。






 扫一扫
扫一扫










